
What is updated AIAG- VDA FMEA standard?
Failure Mode & Effects Analysis was practiced by Automotive manufacturers and component makers since Quality Management Systems became a prevalent practice. There were two reference standards used by the automotive industry.
The AIAG FMEA standard published by the Automotive Industry Action Group was used by North American Auto Manufacturers and their suppliers. The VDA standard was published by the Verband der Automobilindustrie was used dominantly by German/ European Manufacturers. The practices differed.
In June 2019, AIAG and VDA published the 1st edition of the Harmonized Handbook on FMEA. This will be used in the future by the automotive industry.
How is the AIAG- VDA FMEA method different from the previous AIAG FMEA practice?
The AIAG- VDA FMEA method defines a systematic seven-step process of performing FMEA. This has been defined for Design as well as Process FMEA. The standard also defines a new type of FMEA named Supplemental FMEA for Monitoring and System Response (FMEA - MSR). FMEA - MSR is beyond the scope of this discussion.
The 7-step process sequences the FMEA activity into the following 7 steps.
- Planning & Preparation
- Structure Analysis
- Function Analysis
- Failure Analysis
- Risk Analysis
- Optimization
- Results Documentation
As stated above these steps are defined for Design as well as for Process FMEAs. As in the previous practices, intent of FMEA is one of being a living document that is reviewed and worked upon through the lifecycle of the product manufactured.
Major differences between the past practices in the AIAG method and the Harmonized handbook one are as follows:
Definition of Structure-Function-Failure relationships
These are defined for Design as well as Process FMEA. While defining Failure, there is no distinction made between Failure Modes, Failure Effects and Failure Causes. Failure is viewed as a Failure Mode or a Failure Effect or a Failure Cause based on where it appears in the structure tree. More about this varied nature of looking at Failure is discussed in this document.
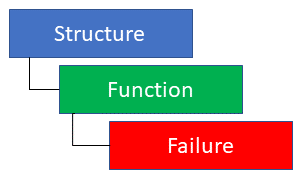
Structure-Function-Failure relationship
Evaluating Priorities as by Action Priority Indicators
Risk Priority Number (RPN ) of the past practices is replaced by an Action Priority ( AP) classification of action priority being either Low, Medium or High. Logically the priority is on which actions need to be taken first. Priority is given to actions and not to risk. The standard examines various combinations of Severity, Occurrence and Detection Ratings to recommend an Action Priority for each range of combinations. Risk Priority Number that was used in the past used to mask the relative importance of Severity, Occurrence and Detection. Severity being most important, next Occurrence and lastly Detection ratings.
What are Structures Functions and Failures defined for Design FMEA under AIAG- VDA FMEA?
Structure is that item upon which you perform FMEA. Structures can typically be Assemblies, sub-assemblies as well as components. The entire structure of a product can be graphically represented by a Structure Diagram. A Structure Diagram represents the exploded Bill-of-material of the product
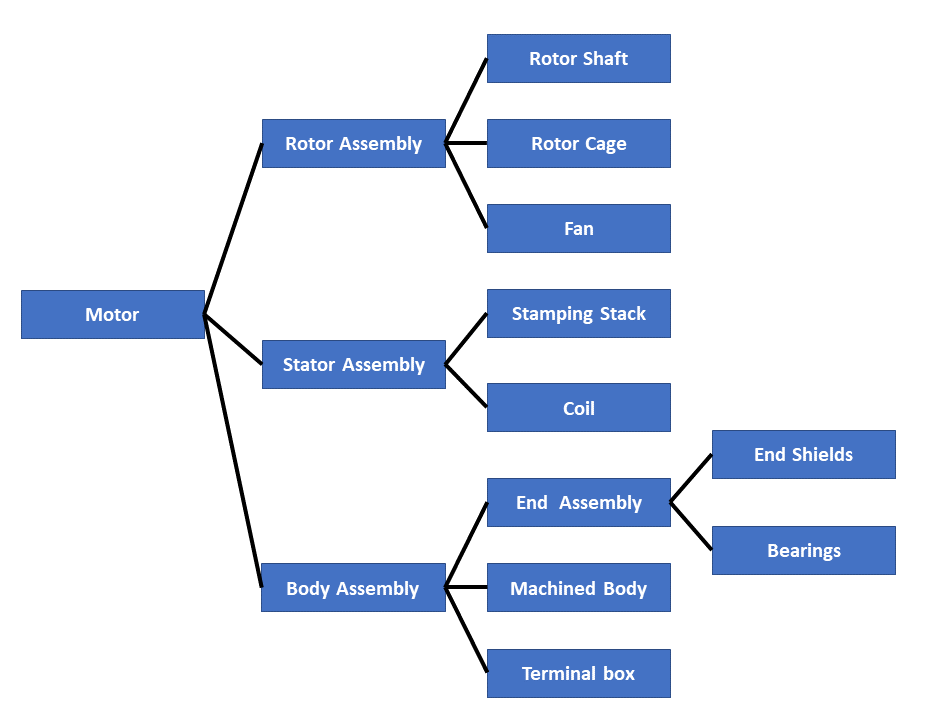
Structure Diagram
Function is the narration of what useful work a Structure is designed to perform. A single Structure item can perform multiple functions.
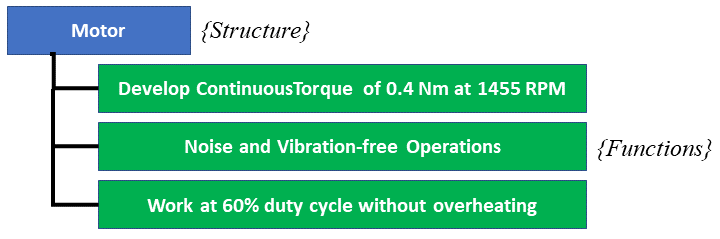
Structure- Function relationship
Failure is the narration of how a Function can potentially fail to perform, either partially or totally.
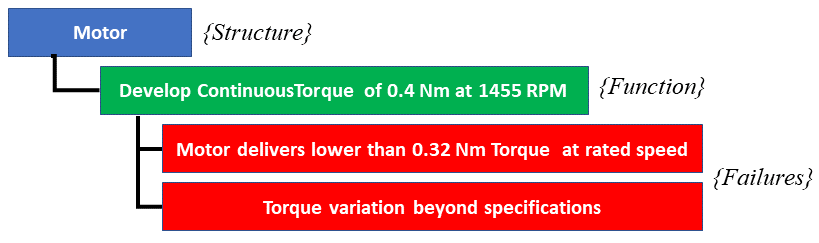
Function - Failure relationship
The AIAG-VDA method of FMEA recommends you to make Structure- Function - Failure diagrams to visualize and log these relationships.
What are Structures Functions and Failures defined for Process FMEA under AIAG- VDA FMEA?
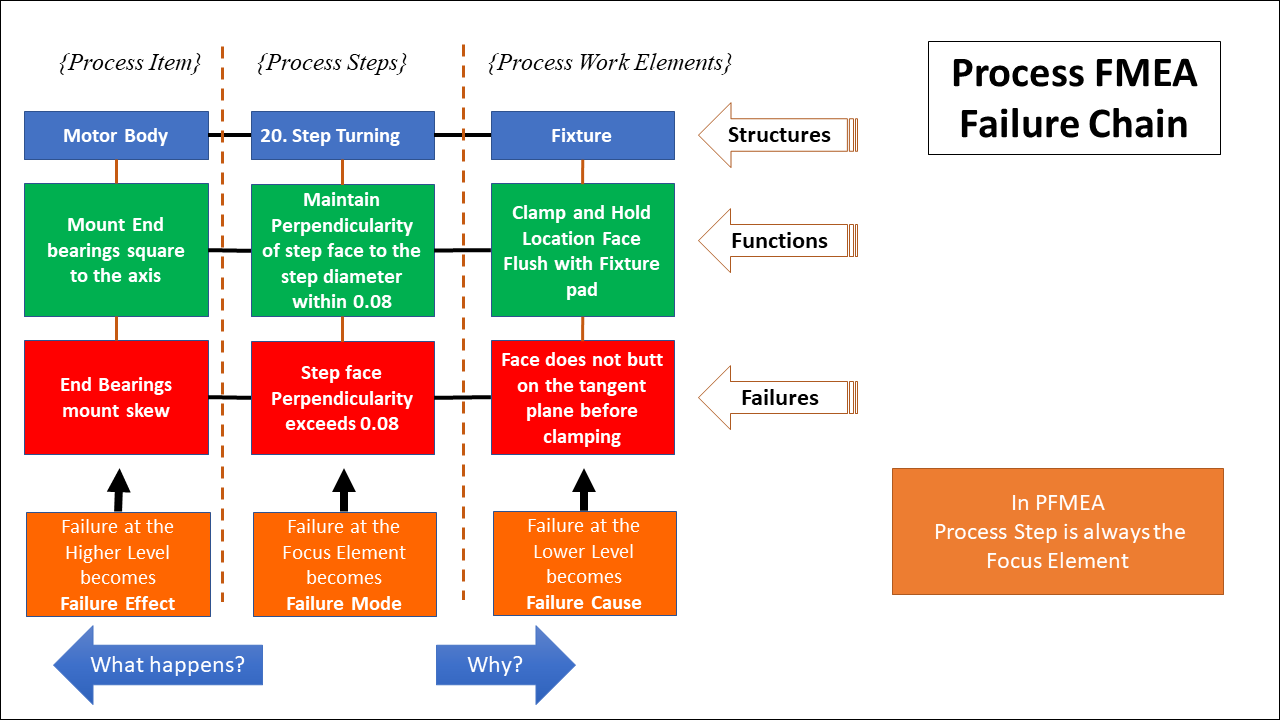
In a Process FMEA Structures are defined under 3 categories.
- Process Item: This is the description of the item/ part upon which a process is being performed.
- Process Step: Like the name suggests this is the description of the Process Step in the flow of process. Processing of an item goes through several sequenced Process Steps.
- Process Work Element: This is the description of Machines, Fixtures, Consumables, in which processing environment in which the process functions. Every Process Step will have multiple Work Elements, each Work Element contributing to certain functions the process wants to achieve. Each work element also has a potential to induce variation in the desirable product characteristics.
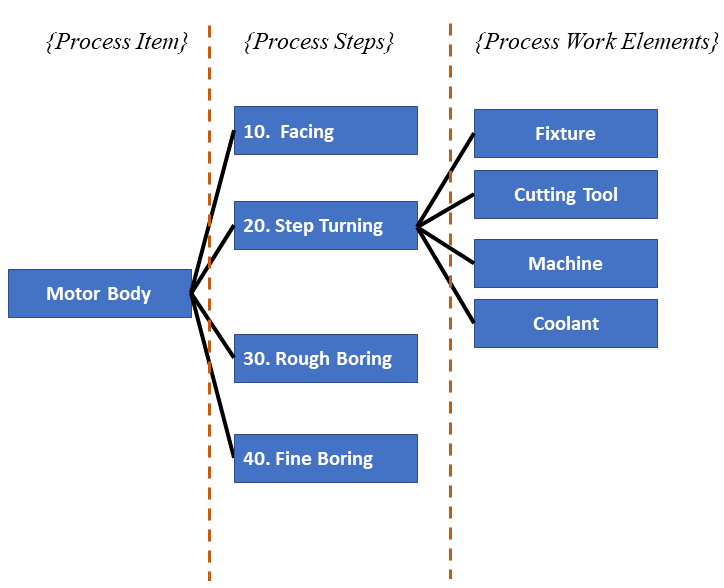
Process FMEA Structure Diagram
Process Functions are description of what useful function a Structure is supposed to perform. Functions are defined for Process Items, Process Steps as well as Process Work Elements.
Failure is a narration of how a function can fail to perform partially of totally.
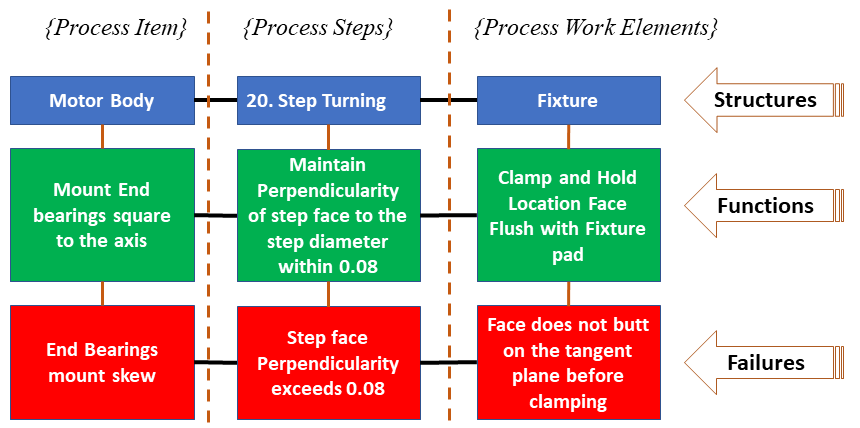
Cascading Functions and Failures
AIAG-VDA method recommends you to map Structure Function-Failure relationships for Process Items, Process Steps and Process Work Elements.
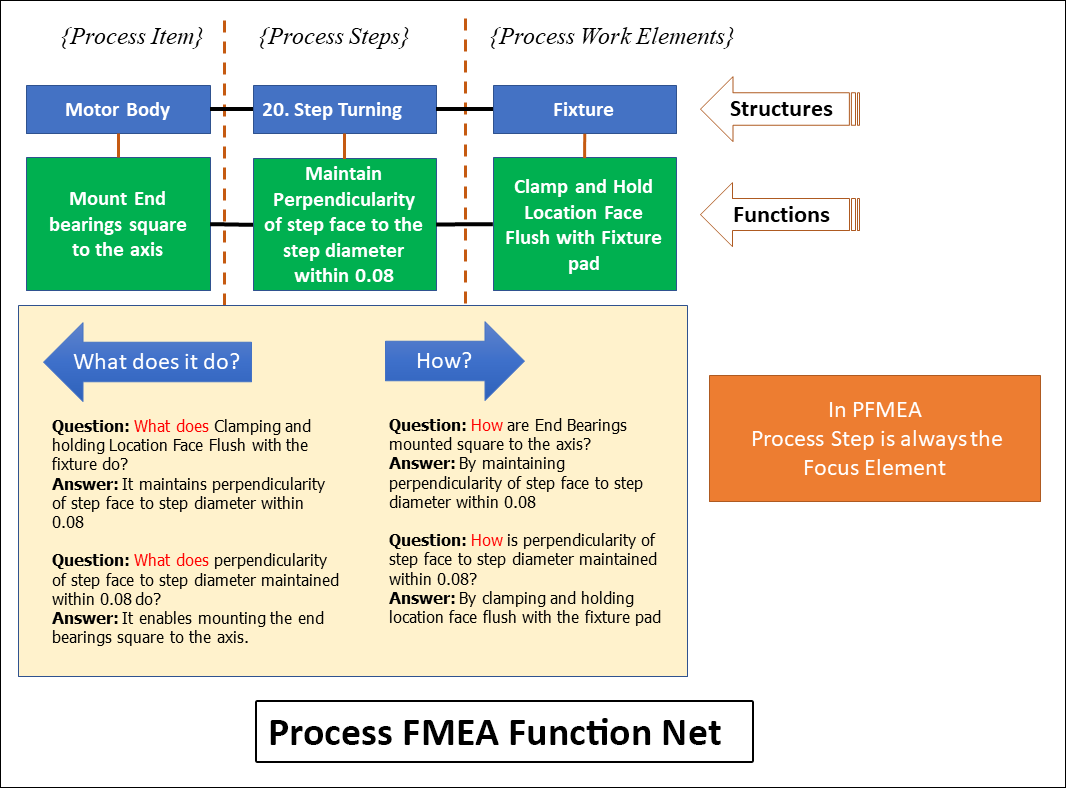
Function nets are representations of connected functions running through the Function Diagrams. They help you clearly visualize Cause- Effect relationships that run through the Product or Process Structure. Understanding these relationships is vital towards being able to solve problems and prevent failures. Cause - Effect relationships running through the structure network are illustrated for Design and Process structures in the figures below.
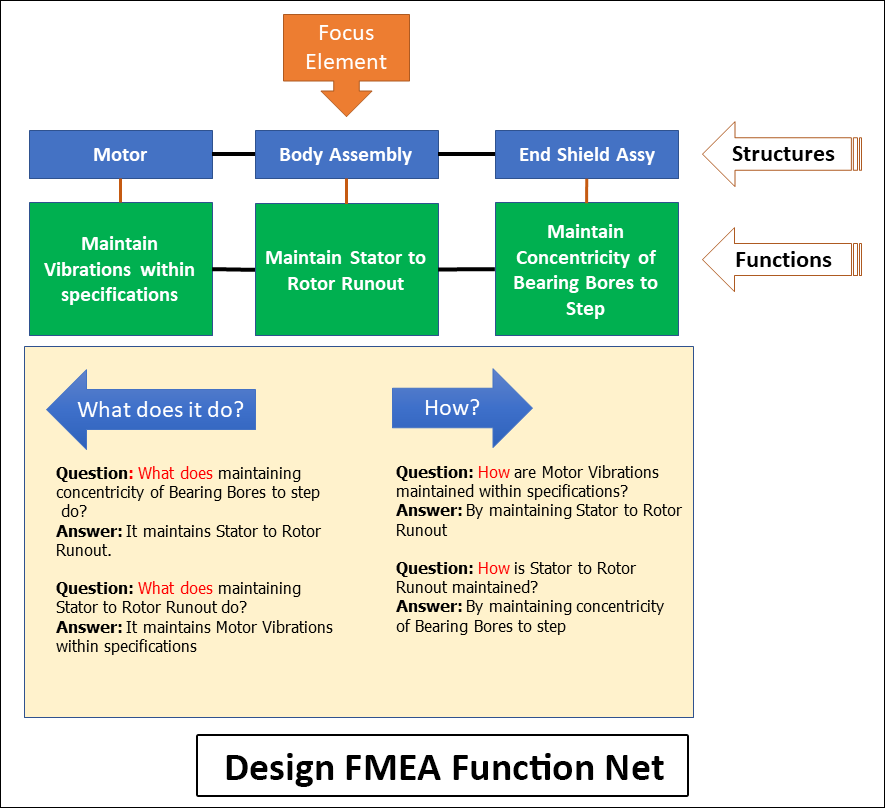
Every way in which a function fails to perform is called a Failure. At the stage of Structure-Function-Failure definition no distinction is made between Failure Effects, Failure Modes and Failure Causes.
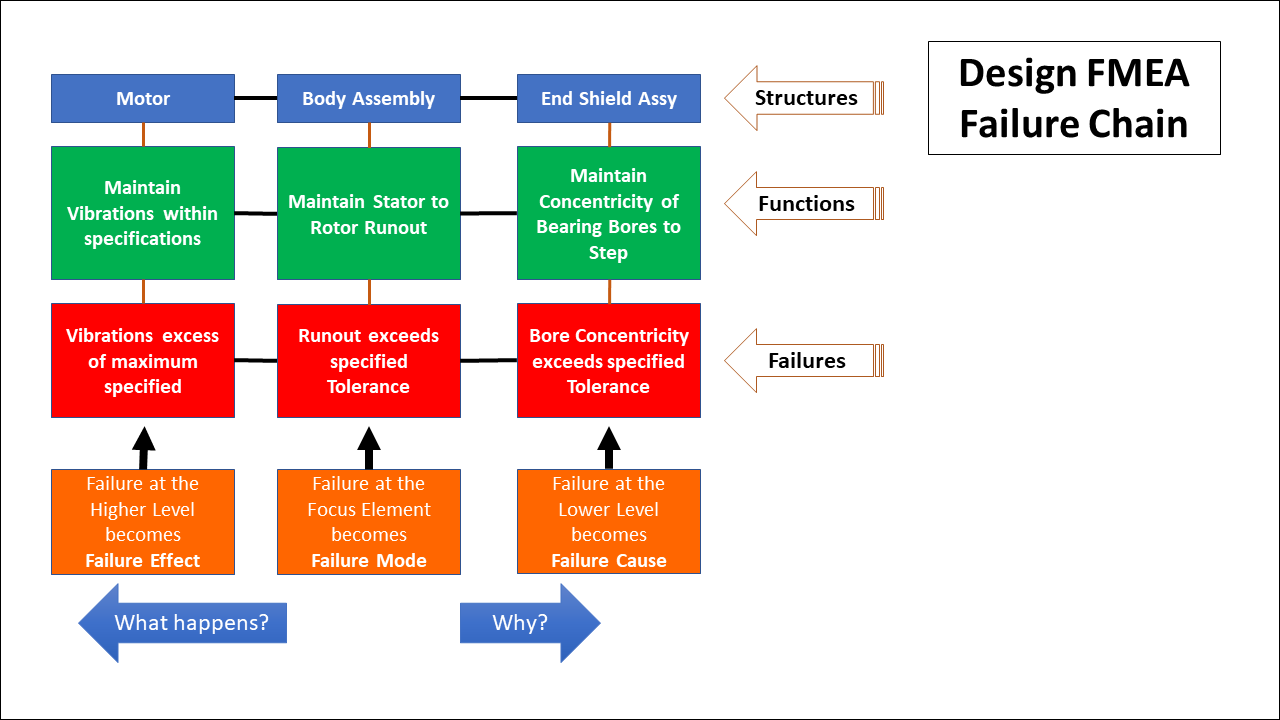
The AIAG-VDA handbook defines Focus Element as the structure, function or failure that is being focused upon. Based on where the Focus Element is, Failure takes the form of Failure Mode, Failure Effect and Failure Cause as follows.
Failure Mode: Is the Failure occurring at the Focus Element
Failure Effect: Is the Linked Failure that occurs at a Higher level in the Structure network
Failure Cause: Is the Linked Failure that occurs at a Lower Level in the Structure network.
Failures occurring at various structure levels are linked with each other. A Failure Chain that is thus formed is vital to identify Causes and Effects of Failure Modes. The AIAG-VDA handbook specifies that Failure Effects-Failure Modes- Failure Causes are necessarily identified in Failure Chains. A Failure mode cannot have orphan Effects or Causes that are not related to a specific structure or function. For Failures to be connected along the Failure Net the relevant Functions need to be connected too.
The figures below illustrate Failure Chains, showing how Cause-Effect relationships run through them.
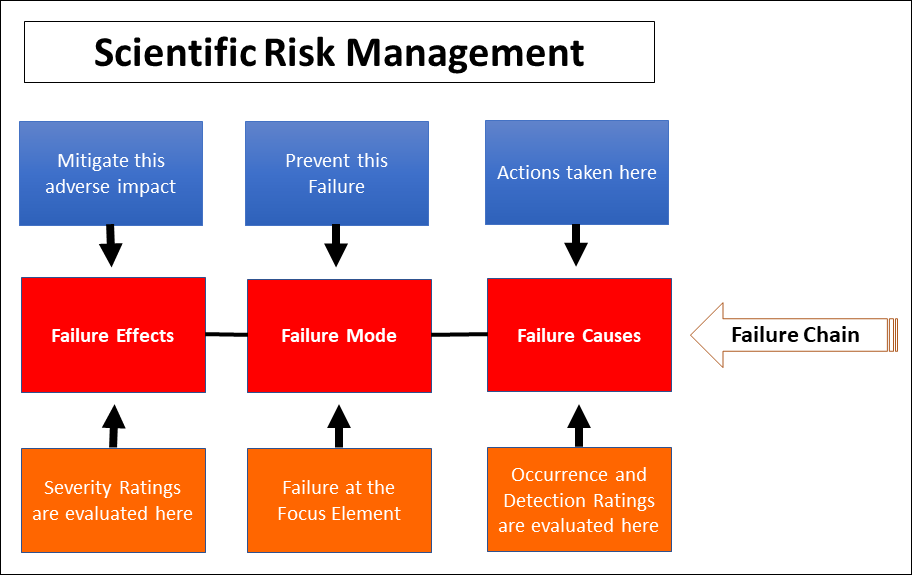
It is important to note that Actions are taken on Causes. Actions taken on Causes reduce or eliminate the possibility of occurrence of Failure Modes, further mitigating the serious Effects that result as a consequence.
Reiterating, Failures take the form of Failure Modes, Failure Effects or Failure Causes depending on where the Focus Element is and where the Failure is placed in the Failure Chain.
What are other considerations while evaluating Causes of Failure?
Once Failure Causes are identified, it is essential to take action on them. To evaluate the causes to the required detail, the following considerations need to be evaluated.
Current Controls of Prevention: Controls that are currently available in the Product or Process design that will prevent the Cause from occurring and leading to the Failure Mode
Occurrence Rating: Is a Rating on a 1 -10 scale that indicates how frequently the Cause could occur despite the Current Control of Prevention being in place. Rating of 1 indicates a very low probability of occurrence and 10 indicates almost certainty.
Current Controls of Detection: Controls that are currently available in the Product or Process design that will detect that the Cause has occurred and will lead to the Failure Mode.
Detection Rating: Is a Rating on a 1 -10 scale that indicates how easy or difficult the detection of Cause is, despite the Current Control of Detection being in place. Rating of 1 indicates certain detection of Cause and 10 indicates that it is almost impossible to detect the Cause.
Like the previous editions of the FMEA standards, the AIAG-VDA standard too recommends that you rely on Prevention rather than Detection.
When a Failure is looked upon as an Effect, a Severity rating on a 1 - 10 scale is attached to it based on the seriousness of its impact. Rating 1 amounting to a non-serious impact that is trivial and 10 being highest Severity
Based on the Occurrence and Detection ratings of the Cause, and Severity rating of the Effect an Action Priority is defined as High, Medium or Low. The AIAG- VDA FMEA handbook recommends the use of Action Priority as a prioritizing metric in place of the Risk Priority Number that was used in earlier analyses.
It is important to note that the Severity rating is evaluated for a different Failure than the Failure for which Occurrence & Detection ratings are evaluated. The following figure represents this concept:
What is Risk Priority Number (RPN)? What are the deficiencies associated with RPN?
Risk Priority Number ( RPN) is a number obtained by multiplication of the Severity Occurrence and Detection Ratings for a Failure Mode/ Cause/ Effect combination. It spanned over a range of 1 to 1000 since each of the Severity, Occurrence and Detection ratings are on a 1 - 10 scale. Higher the RPN, the higher priority of the risk. Prioritizing Risk on the basis of RPN was the prevalent practice.
However RPN has several deficiencies.
While evaluating risk, the highest importance needs to be given to Severity, followed by Occurrence and lastly to Detection. A single number RPN does not bring out this intent. RPN spans over a wide numerical range 1 - 1000. The numerical scale has somehow lead to an erroneous belief that RPN below a certain threshold does not warrant mitigation actions. A threshold number of 100 has been most used. Previous editions of the AIAG FMEA standard have clearly recommended against the use of threshold RPNs. The numerical nature of RPN however lets this practice continue despite recommendations in the standard.
As rightly pointed out by the authors of the AIAG- VDA handbook and other experts, priority needs to be for resolution actions rather than for the risk.
Action Priority that classifies priority as High, Medium and Low helps overcome the deficiencies in RPN.
What is Action Priority under AIAG - VDA FMEA?
As explained in the previous section, action Priority of High, Low and Medium is defined for prioritizing actions that need to be taken towards failure risk mitigation. Action Priority is evaluated on the basis of the Severity, Occurrence and Detection Ranking.
How are actions defined under AIAG-VDA FMEA?
Actions need to be taken on Causes of Failure. These are actions that aim towards better management of the risk of failure.
The AIAG-VDA Handbook defines actions under the heads of 'Prevention Actions' and 'Detection Actions' based on which rating of the Cause the action aims to improve. Actions are assigned to people or teams of people and are scheduled.
How is effectiveness of action taken assured under the AIAG-VDA standard?
The AIAG- VDA handbook mandates that the effectiveness of action taken needs to be evaluated, and evidence of such effectiveness be documented. Post-action Severity, Occurrence and Detection ratings are also logged with the action. This is mandated as an important part of the documentation.
|
Ravindra Khare |
FMEA Executive AIAG-VDA Edition software helps you perform Design and Process FMEA. The software complies to the methods stipulated of the AIAG-VDA Harmonized Edition Handbook for FMEA. You work on your FMEAs through an intuitive, graphical way that's easy to perform.
Thoughtfully designed features help you take your Design and Process FMEA efforts beyond mere documentation. Your FMEA initiatives become Effective and Result oriented.




